In the realm of metal fabrication, sheet metal bending stands as a cornerstone process, integral to the transformation of flat sheet metals into intricate and functional shapes. Unlike other metal forming techniques, bending does not alter the material’s surface integrity, preserving its strength and durability.
This article delves into the essentials of sheet metal bending, elucidating its role in modern manufacturing and the various methods employed in this transformative process.
What Is Sheet Metal Bending?

Sheet metal bending, a pivotal process in metal forming, involves manipulating sheet metal into desired shapes through the application of force. This technique dates back to ancient times, evolving significantly with technological advancements.
Today, it encompasses a range of methods like air bending, V bending, and U bending, each suited to specific applications. Commonly used machines include press brakes, rotary bending tools, and roll bending equipment, showcasing the versatility and adaptability of this process.
Historical Context and Common Machines
The evolution of sheet metal bending is intertwined with the advancements in manufacturing technologies. Initially manual, the process has now integrated sophisticated machinery like CNC (Computer Numerical Control) systems, enhancing precision and efficiency.
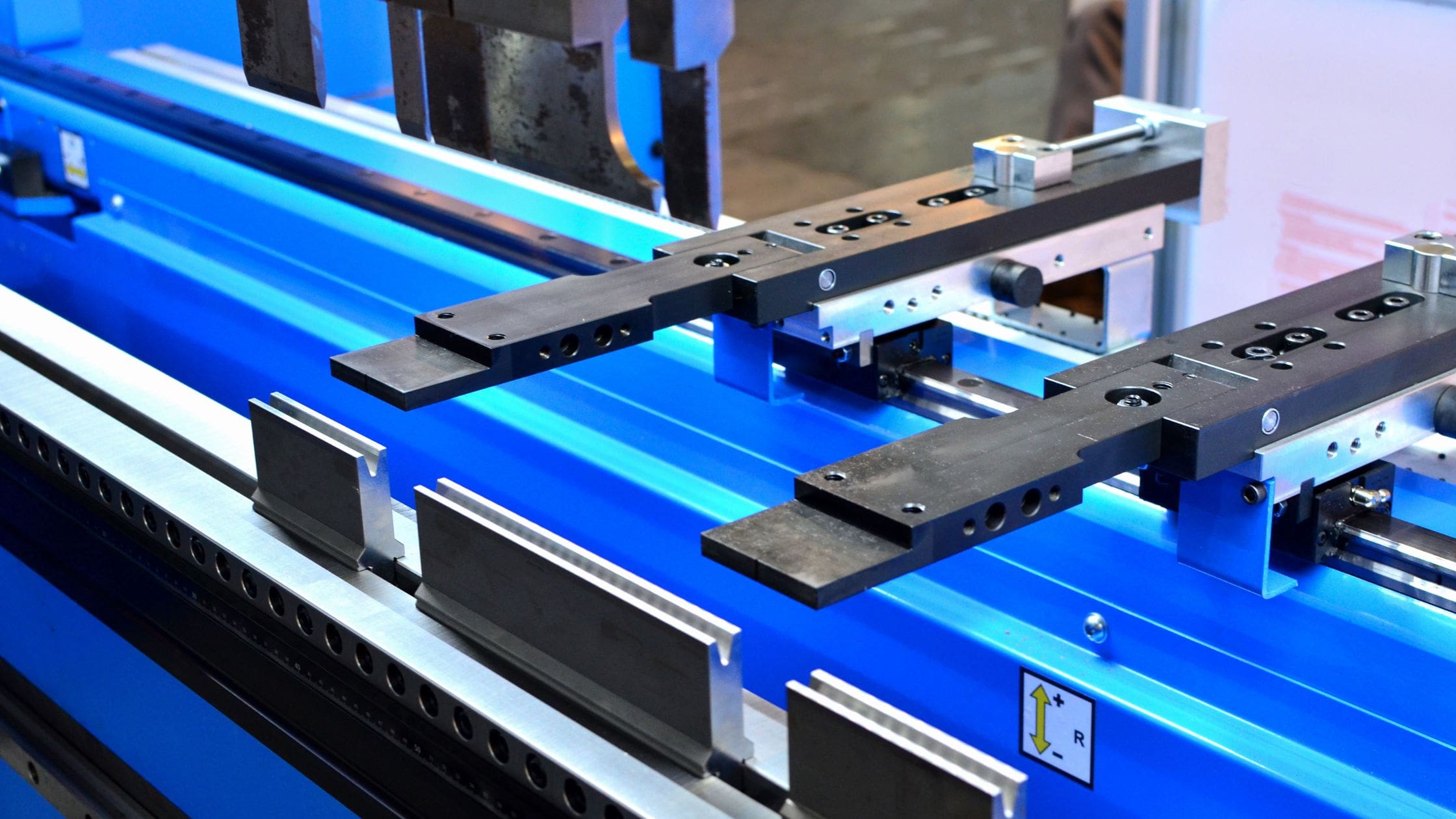
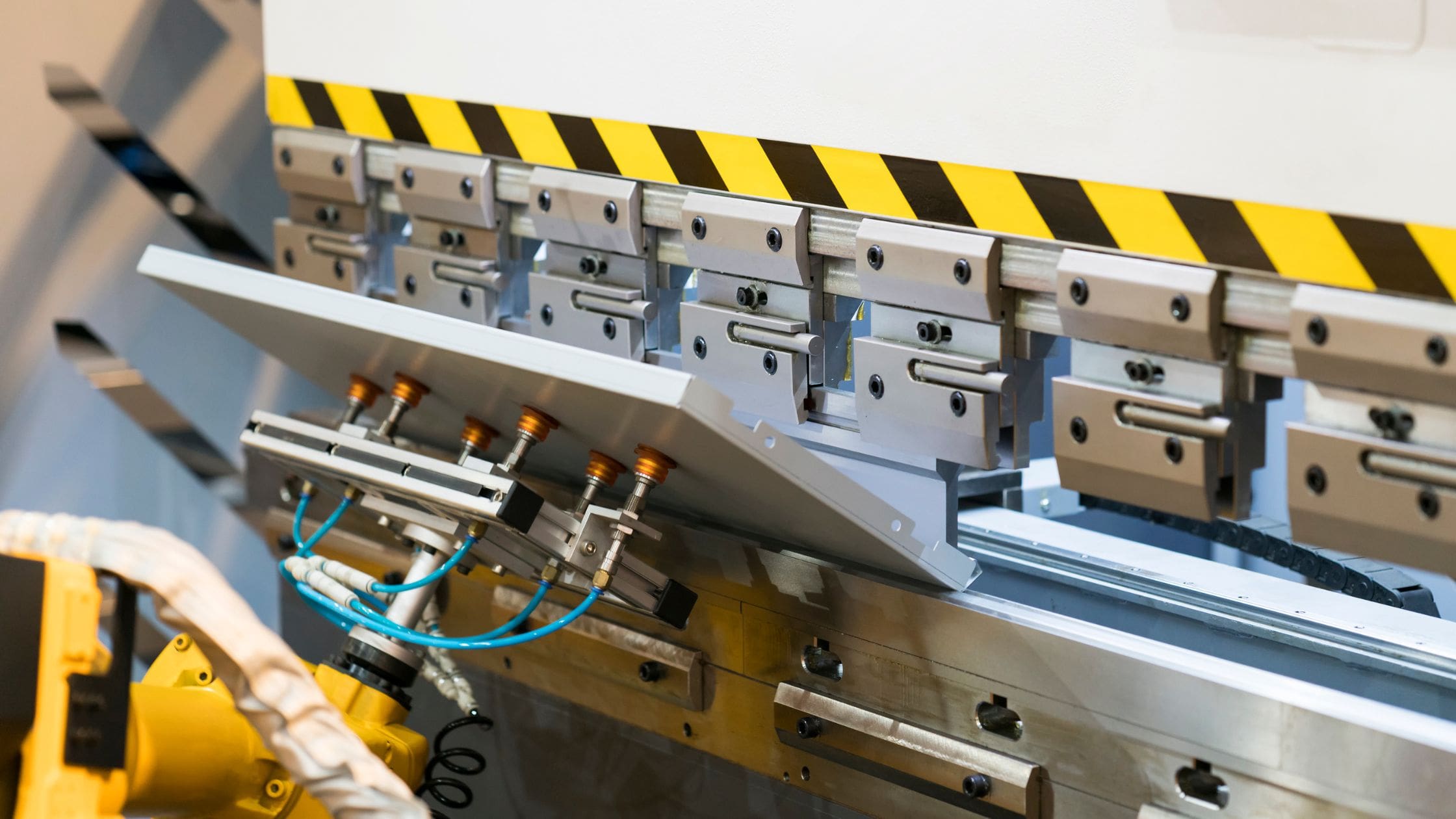
The press brake, one of the most prevalent machines, exert force on metal sheets against a die to create bends. Rotary bending and roll bending machines further diversify the bending capabilities, catering to various bend radii and complex shapes.
Why Is Sheet Metal Bending Essential in Manufacturing?
Sheet metal bending’s significance in manufacturing cannot be overstated. It’s a process that breathes life into metal sheets, transforming them into components essential for various industries. From automotive to aerospace, consumer electronics to construction, its applications are as diverse as they are crucial.
Below are common industries and how they utilize sheet metal bending:
- Automotive Industry: In automotive manufacturing, sheet metal bending is fundamental in creating chassis, body panels, and engine components.
- Aerospace Sector: This sector relies heavily on bending for constructing airframes and fuselage parts, where precision and strength are paramount.
- Consumer Electronics: The sleek designs of gadgets and appliances are often the result of meticulous sheet metal bending.
- Construction: Metal bending shapes components for buildings, from structural beams to roofing materials.
How Does the Sheet Metal Bending Process Work?
The sheet metal bending process is a symphony of precision, power, and control. At its core, it involves transforming a flat piece of metal into a desired shape through calculated deformation. This process can be dissected into several key stages, each critical to achieving the final product’s accuracy and integrity.
What are Main Steps in the Sheet metal Bending Process?
Before delving into the bullet list of steps, it’s essential to understand the overarching framework of sheet metal bending. The process typically starts with design and planning, where factors like material properties, desired bend angles, and bending methods (such as air bending or V bending) are considered.
The alignment of the sheet metal, the actual bending operation, and the verification of the final product form the crux of the process.
- Design and Planning: This initial stage involves selecting the appropriate metal sheet, considering factors like material thickness, type (such as stainless steel or carbon steel), and required bend angles.
- Material Preparation: The metal sheet is prepared, which might involve cutting to size and marking bend lines. Laser cutting is often employed for precision.
- Alignment: The sheet metal is accurately positioned in the bending machine, like a press brake. This step is crucial for achieving the desired bend.
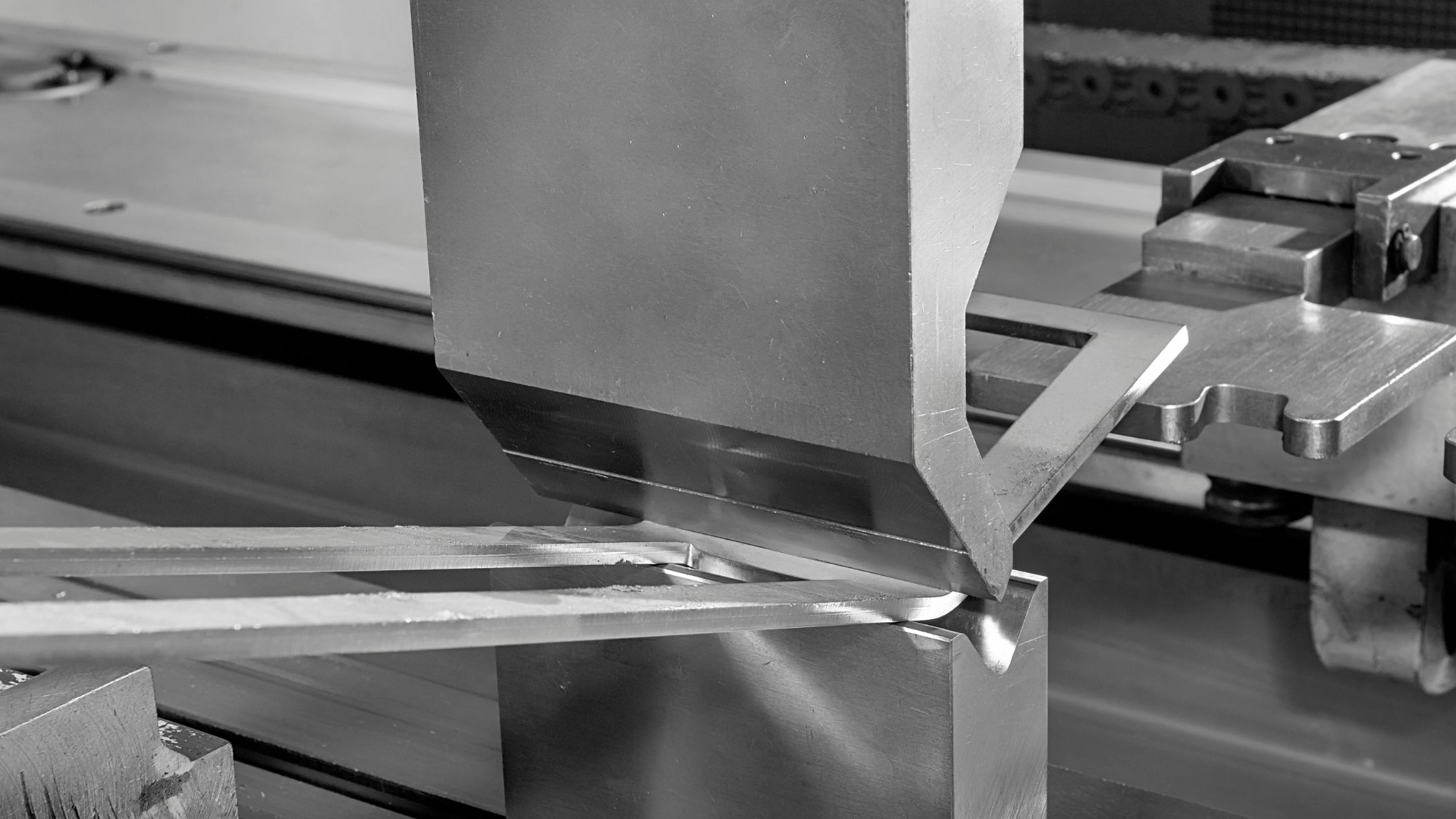
- Bending Operation: Depending on the method (air bending, V bending, etc.), the machine applies force to bend the metal sheet around a die, creating the bend.
- Verification and Finishing: The bent metal is inspected for accuracy against the design specifications. Any necessary adjustments or finishing touches, such as deburring, are made.
What Are the Key Principles Behind Sheet Metal Bending?
Understanding the underlying principles of sheet metal bending is essential for mastering this craft. Key concepts include bend allowance, bend radius, and springback, each playing a pivotal role in achieving precise and functional metal parts.
Bend Allowance and Bend Radius
Bend allowance refers to the length of the flat sheet metal that will be consumed in the bend. It’s a critical calculation that ensures the final dimensions of the bent sheet are accurate. The bend radius, on the other hand, is the radius of the inside arc of the bend. It’s determined by the type of metal, its thickness, and the bending method used.
Springback: The Rebounding Effect
Springback is a phenomenon where the metal tries to return to its original shape after bending. It’s influenced by the material’s yield strength and the bend radius. Understanding and compensating for springback is crucial for achieving the desired bend angle and ensuring the accuracy of the bent metal part.
What are the Types of Sheet Metal Bending Techniques?
Sheet metal bending is not a monolithic process but rather a collection of techniques, each with its own set of characteristics, advantages, and challenges. Understanding these different methods is crucial for selecting the right approach for a given application, considering factors like metal type, desired bend radius, and production volume.
Air Bending
Air bending, one of the most prevalent sheet metal bending techniques, employs a punch and die mechanism where the sheet metal is not completely pressed into the die.
Pros
- Versatility: Suitable for various metal types and thicknesses.
- Reduced tool wear: Less contact with the die reduces wear and extends tool life.
- Flexibility: Allows for a wide range of bend angles with a single set of tools
Cons
- Less precision: The bend angle can be influenced by the material’s springback.
- Dependence on material properties: Variations in metal thickness or strength can affect bend consistency.
Common Applications
- Automotive parts: Often used for components that require precise but varying bend angles.
- Structural frames: Ideal for constructing frames with different angles.
- Decorative metalwork: Allows for creative flexibility in design.
Main Considerations
- Material consistency: Ensure uniform thickness to avoid variations in the bending process.
- Springback calculation: Accurately calculate springback to achieve precise bend angles.
- Tool condition: Regularly check tooling for wear to maintain bending accuracy.
Bottom Bending
Bottom bending, another critical method in sheet metal fabrication, involves pressing the sheet metal fully into the die to create the bend.
Pros:
- Higher precision: Offers more control over the bend angle.
- Consistency: Produces uniform bends across different workpieces.
Cons:
- Tool wear: Increased contact with the die can lead to quicker tool wear.
- Limited flexibility: Not as versatile as air bending for different bend angles.
Common Applications
- Precision components: Used in applications where bend angle uniformity is paramount.
- Heavy-duty parts: Ideal for thicker metals requiring more forceful bending.
- Electronics: Utilized in the manufacturing of components where accuracy is critical.
Main Considerations
- Tool maintenance: Regular inspection and maintenance of tools are essential for consistent results.
- Material selection: Choose materials that can withstand the force of bottom bending without cracking.
- Springback compensation: Despite its precision, accounting for springback is still necessary.
Coining
Coining in sheet metal bending is a precision-focused technique where the top tool forcefully compresses the metal into the bottom die, creating a permanent bend.
Pros:
- High Precision: Yields exact bend angles with minimal springback.
- Consistent Results: Ideal for repetitive, high-volume production with uniform quality.
- Clean Edges: Produces sharp, well-defined bends.
Cons:
- Tool Stress: Exerts significant pressure on tools, leading to potential wear.
- Material Limitation: Less effective for very thick or hard materials.
- Higher Cost: Often more expensive due to increased tooling demands.
Common Applications
- Precision Parts: Utilized in sectors requiring high accuracy, like aerospace and medical devices.
- Decorative Items: Perfect for intricate designs needing sharp and precise bends.
- Electronic Components: Employed for small, detailed parts in electronics.
Main Considerations
- Tool Quality: Use high-grade tools to withstand the high pressure of coining.
- Material Suitability: Ensure the metal thickness and type are suitable for the coining process.
- Cost Analysis: Consider the cost-benefit ratio, especially for large-scale production.
Folding
Folding in sheet metal bending involves clamping the workpiece and then bending it over a straight edge, usually using a folding machine or brake.
Pros:
- Versatility: Can bend large and complex pieces.
- Minimal Tool Wear: Reduced stress on tools compared to other methods.
- Operator Safety: Generally safer due to less manual intervention.
Cons:
- Limited Precision: Not as precise as coining or bottom bending.
- Material Restrictions: Less effective for extremely thick or hard metals.
- Setup Time: Can require longer setup and adjustment times.
Common Applications
- Large Panels: Often used in the construction of large metal panels and enclosures.
- Architectural Features: Suitable for creating decorative metalwork in buildings.
- HVAC Components: Utilized in fabricating ductwork and other HVAC system parts.
Main Considerations
- Machine Calibration: Regular calibration of folding machines is crucial for accuracy.
- Operator Training: Skilled operators are essential for optimal results.
- Material Handling: Careful handling is needed to prevent damage to larger workpieces.
Wiping
Wiping, a distinctive technique in sheet metal bending, involves the movement of a bending blade over a stationary edge or die, shaping the metal sheet along its path.
Pros:
- Suitable for Complex Shapes: Effective for intricate bends where other methods may falter.
- Minimal Springback: Provides better control over the final shape.
- Compatibility: Works well with various metal thicknesses.
Cons:
- Equipment Wear: The wiping action can lead to increased wear and tear on tools.
- Limited Precision: Not as precise as coining or bottom bending for certain applications.
- Risk of Surface Damage: The wiping action may mar the surface of the metal.
Common Applications
- Automotive Panels: Useful for creating complex contours in vehicle body parts.
- Architectural Metalwork: Ideal for shaping decorative metal facades and panels.
- Ductwork: Used in forming specific shapes in HVAC systems.
Main Considerations
- Tool Condition: Regularly inspect and maintain tools to avoid surface damage to the metal.
- Material Properties: Choose metals that can withstand the wiping process without deforming.
- Surface Protection: Implement measures to protect the metal surface during bending.
Rolling
Rolling, another fundamental technique in sheet metal bending, involves passing the metal through a series of rollers to gradually form a curved or rolled shape.
Pros:
- Versatility: Capable of producing a wide range of curvatures and radii.
- Consistency: Offers uniform results for continuous bending operations.
- Scalability: Suitable for both small-scale and large-scale production.
Cons:
- Equipment Size: Rolling machines can be large and require significant space.
- Setup Complexity: Adjusting rollers for different bends can be time-consuming.
- Material Limitations: Not all metal types and thicknesses are suitable for rolling.
Common Applications
- Cylindrical Components: Ideal for manufacturing tubes, tanks, and other cylindrical parts.
- Structural Components: Used in creating curved beams and supports for construction.
- Decorative Elements: Employed in crafting artistic metal sculptures and installations.
Main Considerations
- Machine Calibration: Ensure rollers are properly calibrated for consistent bending.
- Material Selection: Choose materials that can be effectively shaped without compromising their structural integrity.
- Operator Expertise: Skilled operators are crucial for achieving precise results.
Rotary Bending
Rotary bending, a modern and innovative approach to sheet metal shaping, employs rotating movements to achieve precise bends without physically impacting the metal’s surface.
Pros:
- Surface Integrity: Maintains the pristine condition of the metal surface.
- Versatility: Suitable for various materials and thicknesses.
- High Precision: Capable of achieving exact bend angles with minimal springback.
Cons:
- Equipment Complexity: Requires specialized machinery, often with a steeper learning curve.
- Cost: Higher initial investment in machinery compared to traditional methods.
- Setup Time: Can be more time-consuming to set up for specific bend requirements.
Common Applications
- Aerospace Components: Used for parts where surface finish and precision are critical.
- Automotive Trim: Ideal for bending parts that require an unmarred surface finish.
- Decorative Metalwork: Effective for projects where aesthetic quality is paramount.
Main Considerations
- Operator Training: Requires skilled operators familiar with the machinery’s nuances.
- Maintenance: Regular maintenance is essential to ensure machine accuracy and longevity.
- Design Compatibility: Ensure designs are compatible with the capabilities of rotary bending machines.
Three-Point Bending
Three-point bending involves using two fixed points with a third moving point to apply force, creating a bend in the metal sheet or bar.
Pros:
- Simplicity: Straightforward setup and operation.
- Flexibility: Effective for a range of materials and thicknesses.
- Consistency: Provides uniform bending, especially for longer workpieces.
Cons:
- Limited Shape Range: More suited to simple bends than complex shapes.
- Potential for Material Stress: Can cause stress at the bend point in some materials.
- Precision Limitations: May not achieve the high precision of more advanced techniques.
Common Applications
- Structural Beams: Commonly used in the construction of beams and frames.
- Pipe Manufacturing: Suitable for bending pipes and tubes.
- Furniture Frames: Employed in the production of metal frames for furniture.
Main Considerations
- Material Selection: Choose materials that can handle the stress of three-point bending.
- Bend Radius: Pay attention to the minimum bend radius to avoid material cracking.
- Tooling Adjustments: Adjust tooling correctly to achieve the desired bend angle.
Joggling
Joggling in sheet metal bending is a technique that creates a stepped offset in the metal, often used to allow for overlapping or interlocking of two pieces.
Pros:
- Assembly Efficiency: Creates parts that can be easily assembled or overlapped.
- Material Savings: Reduces the need for additional fasteners or welding.
- Versatility: Can be applied to a variety of sheet metals and designs.
Cons:
- Complexity: Requires precise tooling and setup for accurate results.
- Limited Applications: Not suitable for all types of bending projects.
- Tool Wear: The complexity of shapes can lead to increased tool wear.
Common Applications
- Air Ducts: Used in creating interlocking seams in ductwork.
- Electrical Enclosures: Ideal for forming overlapping joints in metal casings.
- Automotive Bodywork: Effective for overlapping panels and creating aerodynamic features.
Main Considerations
- Tool Precision: Use high-quality tools to achieve the required precision in joggling.
- Design Planning: Carefully plan designs to optimize the joggling process.
- Material Handling: Handle materials carefully to maintain the integrity of the jogged sections.
The Mechanics of Sheet Metal Bending

Understanding the mechanics of sheet metal bending is essential for anyone involved in the metal fabrication industry. This process is not just about shaping metal; it’s about mastering the forces and understanding the principles that make bending possible and efficient.
What Determines the Bendability of Metal?
Several factors influence a metal’s ability to bend without breaking or losing its structural integrity. These factors must be carefully considered during the design and fabrication process.
- Material Composition: Different metals and alloys exhibit varying degrees of bendability. For instance, aluminum is generally more malleable than stainless steel.
- Material Thickness: Thicker materials require more force to bend and are more susceptible to springback.
- Grain Direction: The orientation of the metal’s grain can significantly impact its bendability.
- Heat Treatment: Heat treatments can alter a metal’s properties, affecting its ability to bend. Annealing, for instance, can increase malleability.
- Bend Radius: The smaller the bend radius, the higher the stress on the material, impacting its ability to maintain integrity after bending.
Methods to Counteract Springback
Springback, the tendency of a metal to return to its original shape after bending, can be a significant challenge in sheet metal fabrication. However, various techniques can be employed to minimize or eliminate this phenomenon.
- Overbending: Applying a greater bend angle than required, anticipating the material’s tendency to spring back to a lesser angle.
- Tooling Adjustments: Using specialized tooling designed to compensate for springback.
- Material Selection: Choosing materials with properties that are less prone to springback.
- Heat Treatment: Applying controlled heat can reduce the elastic recovery of the metal.
- Stress Relief Processes: Techniques such as stress relieving or tempering can reduce internal stresses that contribute to springback.
What Are the Pros and Cons of Sheet Metal Bending?
Sheet metal bending is a widely used process in metalworking with various advantages and drawbacks. Understanding these can help fabricators and designers make informed decisions.
Advantages of Sheet Metal Bending:
- Cost-Effectiveness: Bending is generally more economical than other forming methods, especially for large-scale production.
- Flexibility in Design: Allows for a wide range of shapes and sizes, accommodating complex designs.
- High Strength and Durability: Bending does not significantly weaken the metal, maintaining its strength and integrity.
- Efficiency in Production: Modern bending machines and techniques allow for quick and precise bends, increasing production speed.
- Minimal Waste: This process produces less waste compared to cutting operations, making it more sustainable.
Disadvantages of Sheet Metal Bending:
- Limitation in Material Thickness: There are practical limits to the thickness of metal that can be effectively bent.
- Springback Effect: This phenomenon can lead to inaccuracies in the final shape, requiring skilled operation and precise calculations.
- Risk of Surface Damage: Improper bending can lead to surface cracking or warping, especially in brittle materials.
- Equipment Cost: High-quality bending machines can be a significant investment, although this is offset by long-term productivity gains.
- Skill Requirement: Successful bending requires skilled operators, especially for complex shapes and high precision requirements.
Choosing the Right Material for Sheet Metal Bending
Selecting the appropriate material for sheet metal bending is a crucial step in the fabrication process. The choice of material not only influences the ease and quality of the bending process but also affects the final product’s functionality and durability.
Checklist for Choosing a Proper Material
When selecting a material for sheet metal bending, consider the following practical tips and real-life examples:
- Understand the Application: Consider the end use of the bent part. For structural components, steel might be preferred for its strength, whereas aluminum could be better for lightweight applications.
- Assess Material Properties: Look at factors like yield strength, tensile strength, and hardness. Materials with higher yield strength may be more challenging to bend.
- Consider Material Thickness: Thicker materials require more force to bend and may have limitations in terms of minimum bend radius.
- Evaluate the Bending Process: Different materials respond differently to various bending techniques. For instance, air bending might be suitable for softer metals like aluminum.
- Factor in Cost and Availability: Balance the material cost with the project budget and ensure the material is readily available.
- Account for Aesthetic Requirements: Materials like brass and copper can offer an aesthetic advantage for decorative purposes.
Analyzing Common Materials for Sheet Metal Bending
1. Steel
- YIELD (MPA): Approximately 250 MPA
- TENSILE (MPA): 400-550 MPA
- HARDNESS: Varies with alloy, generally around 4-4.5 on the Mohs scale
- Example: Widely used in construction for its strength and durability.
2. Aluminum
- YIELD (MPA): 40-250 MPA
- TENSILE (MPA): 70-700 MPA
- HARDNESS: 2.5-3 on the Mohs scale
- Example: Commonly used in aerospace for its lightweight properties.
3. Copper
- YIELD (MPA): ~70 MPA
- TENSILE (MPA): 210-370 MPA
- HARDNESS: 3 on the Mohs scale
- Example: Used in electrical components due to its excellent conductivity.
4. Brass
- YIELD (MPA): ~100 MPA
- TENSILE (MPA): 350-550 MPA
- HARDNESS: 3-4 on the Mohs scale
- Example: Often used for decorative elements and musical instruments for its aesthetic appeal.
5. Stainless Steel
- YIELD (MPA): 230-860 MPA
- TENSILE (MPA): 520-1100 MPA
- HARDNESS: Varies, generally around 5-6.5 on the Mohs scale
- Example: Preferred in medical equipment and kitchenware for its corrosion resistance.
6. Galvanized Steel
- YIELD (MPA): Similar to steel but with added corrosion resistance
- TENSILE (MPA): Comparable to steel
- HARDNESS: Similar to steel with a protective zinc coating
- Example: Used in outdoor structures for its enhanced durability against weathering.
What are Critical Design Considerations for Sheet Metal Bending?
Effective sheet metal bending relies not just on proper technique and equipment but also on meticulous design considerations. Understanding these aspects is crucial for achieving the desired outcome without compromising the material’s integrity or functionality.
Key Design Aspects to Consider:
- Material Selection: Choose a material that suits the project’s functional and aesthetic requirements, keeping in mind its bendability.
- Bend Radius: Ensure the bend radius is appropriate for the material thickness to avoid cracking or deformation.
- Grain Direction: Aligning the bend line with the metal grain can reduce the risk of cracking.
- Bend Angle Accuracy: Consider the springback characteristic of the material to achieve the precise bend angle.
- Hole Placement: Avoid placing holes near the bend line to prevent distortion or weakening of the material.
- Edge Condition: Ensure the edges of the sheet metal are smooth to avoid irregularities in the bend.

Calculating Bend Allowance and K-factor
Understanding and accurately calculating the bend allowance and K-factor are essential for precision in sheet metal bending.
Bend Allowance Formula
The Bend Allowance (BA) can be calculated using the formula:
BA=180π×(R+K×T)×B
Where:
- = Inside bend radius
- = K-factor, a coefficient that accounts for the material’s stretching
- = Material thickness
- = Bend angle in degrees
K-factor Formula
The K-factor is determined based on the material and can be calculated using:
K=δ/T
Where:
- δ = Distance from the inside face to the neutral axis
- T = Material thickness
For instance, if the neutral axis is at the center of the material thickness for a given metal, the K-factor is typically around 0.5.
Using Software for Calculations
Many modern CAD and CAM software packages can automatically calculate these values, significantly reducing the risk of errors. Software like SolidWorks, AutoCAD, and others come equipped with tools to assist in these calculations, ensuring more accurate and efficient design planning.
Design Tips to Enhance Bending Efficiency
Minimum Flange Length
- Tip: Ensure the flange length is at least four times the material thickness to prevent deformation.
- Example: For a 2 mm thick steel sheet, a minimum flange length of 8 mm is recommended.
Chamfered Sides
- Tip: Chamfering the sides of bends can reduce stress concentrations and facilitate easier insertion into machines.
- Example: Applying a 45-degree chamfer on bend edges can aid in smooth bending operations.
Hole Distance from Bend
- Tip: Place holes at least two times the material thickness away from the bend line to avoid distortion.
- Example: In a 3 mm thick aluminum sheet, place holes at least 6 mm from the bend line.
Symmetry
- Tip: Design symmetrical parts wherever possible to balance forces during bending and reduce the risk of warping.
- Example: If designing a bracket, ensure both arms are of equal length and angle.
Rivet Nuts
- Tip: Incorporate rivet nuts in the design for parts that require assembly post-bending, as they provide strong, reusable threads.
- Example: Add rivet nuts for easy assembly in parts that will be connected to other components.
Small Flanges on Big Parts
- Tip: When working with large parts, keep flanges small to reduce the risk of distortion and make handling easier.
- Example: On a large panel, keeping flange lengths to a minimum will ensure better control during the bending process.
Bends Next to Each Other
- Tip: Place bends close to each other to minimize material handling and improve the part’s overall rigidity.
- Example: In a U-shaped bracket, positioning the bends close together can enhance the part’s stability.
Keep the Bends on the Same Line
- Tip: Align bends on the same linear axis to maintain uniformity and reduce the complexity of the bending operation.
- Example: For a box-shaped enclosure, keeping all bends on the same line ensures a uniform and square shape.
The Bending Line is Parallel to a Side
- Tip: Ensure the bending line is parallel to one of the material’s edges to improve bending accuracy and reduce material waste.
- Example: In a rectangular tray, having the bending line parallel to the longer side can aid in achieving precise angles.
Bend Relief
- Tip: Incorporate bend relief, especially in tight corners, to prevent tearing or material stress.
- Example: Adding a small notch at the corner of a tight bend can prevent the material from tearing during the bending process.
Bending a Box
- Tip: When bending a box, ensure uniform wall thickness and consistent bend radii to maintain structural integrity.
- Example: For a metal box used in electrical housings, consistent bends ensure proper fitting of the cover and the base.
Check the Flat Pattern
- Tip: Always verify the flat pattern for accuracy before bending, as errors in the flat pattern can lead to misalignments.
- Example: Double-checking the flat pattern dimensions for an HVAC duct can prevent misfits during installation.
Rule of Thumb for Minimum Bend Radius
- Tip: As a general rule, the minimum bend radius should be equal to the material thickness.
- Example: For a 1 mm thick stainless steel sheet, the minimum bend radius should be 1 mm.
Bending Direction
- Tip: Consider the bending direction relative to the material grain to minimize cracking or weakening.
- Example: Bending perpendicular to the grain in aluminum sheets can reduce the risk of cracking.
Hemming
- Tip: Use hemming to reinforce edges and increase rigidity, especially in thinner materials.
- Example: Hemming the edges of an automotive part can enhance its strength and finish.
Consider the Material
- Tip: Different materials behave differently when bent. Consider material properties such as yield strength and ductility.
- Example: Bending copper requires different considerations compared to steel due to its higher ductility and lower yield strength.
Advanced Sheet Metal Bending Techniques and Technologies
In the realm of sheet metal fabrication, the integration of advanced techniques and technologies has revolutionized the bending process. Among these, laser cutting stands out as a game-changer.
How Does Laser Cutting Augment the Sheet Metal Bending Process?
Laser cutting, with its precision and efficiency, has become an invaluable tool in sheet metal bending. Here’s how it complements the bending process:
- Precision in Cutting: Laser cutting allows for highly precise cuts, leading to more accurate bending. The exact cuts ensure that the bending lines are perfectly aligned, reducing the margin for error.
- Efficiency and Speed: With laser cutting, the time taken to cut and prepare sheet metals is significantly reduced. This efficiency translates to faster bending processes and quicker turnaround times.
- Versatility in Design: The precision of laser cutting opens up possibilities for intricate designs and patterns, which can be seamlessly integrated into the bending process.
Alternative Bending Methods: Comparing Pros and Cons
While traditional bending methods have their merits, alternative techniques like laser-assisted bending offer a new perspective. Here’s a comparative look:
Traditional Bending Methods
- Pros: Cost-effective for large volumes, well-established techniques, and wide applicability.
- Cons: Limited precision, slower compared to advanced methods, and less flexibility in design.
Laser-Assisted Bending
- Pros: High precision, greater design flexibility, and reduced physical strain on the material.
- Cons: Higher initial investment cost, requires specialized equipment and training.
The Economics of Bending: Cost Factors and Considerations
Sheet metal bending, though essential, comes with its own set of economic considerations. Understanding these factors is crucial for efficient budgeting and cost control in fabrication projects.
How Much Should You Budget for a Sheet Metal Bending Project?
Budgeting for sheet metal bending can vary widely depending on several factors. Here’s a breakdown:
- Average Price Ranges: Costs can range from a few dollars for simple bends to hundreds or even thousands for complex projects involving extensive labor or high-tech equipment.
Factors Affecting Costs
- Material Type: Different metals, such as stainless steel or aluminum, have different prices.
- Thickness and Sheet Size: Larger and thicker sheets require more force and time to bend, increasing costs.
- Complexity of the Design: More intricate designs with tight tolerances or special finishes can add to the cost.
- Volume and Repetition: Larger quantities often reduce the cost per unit due to economies of scale.
- Labor Costs: Skilled labor is a significant cost driver, especially for complex or precision projects.
- Machine Usage and Maintenance: The use of advanced machinery like press brakes and laser cutters incurs costs.
- Material Wastage: Material efficiency is key, as wastage can drive up costs.
- Tooling and Setup Time: Custom tooling and setup times for specific projects can add to the overall cost.
These factors should be carefully considered when budgeting for a sheet metal bending project. It’s advisable to consult with a professional for an accurate estimate tailored to your specific needs.
Safety Precautions During the Bending Process
Safety is paramount in sheet metal bending operations. Adhering to safety protocols not only protects the workers but also ensures the smooth functioning of the manufacturing process.
- Personal Protective Equipment (PPE): Always wear appropriate PPE, including gloves, safety glasses, and ear protection.
- Machine Guarding: Ensure that safety guards are in place and functioning on bending machines to prevent accidents.
- Proper Training: Operators should be thoroughly trained in machine operation and safety procedures.
- Regular Maintenance: Regularly inspect and maintain bending machinery to prevent malfunctions.
- Workspace Organization: Keep the workspace clear of clutter to avoid trips and falls.
- Emergency Procedures: Have clear, well-communicated emergency procedures in case of accidents.
Following these safety tips can significantly reduce the risk of accidents during the sheet metal bending process.
Troubleshooting Common Sheet Metal Bending Issues
Understanding and addressing common issues in sheet metal bending can greatly improve the quality and efficiency of the fabrication process.
Common Sheet Metal Bending Problems:
- Springback: This occurs when the material tries to return to its original shape after bending. To prevent it, slightly overbend the material or choose a material with a lower yield strength.
- Cracking: Often caused by bending the metal beyond its elasticity limit. Using a proper bend radius and annealing the metal can help.
- Warping: Caused by uneven stresses during bending. Ensuring uniform thickness and using symmetric bending can mitigate this.
- Scratches or Surface Marks: Using protective films and ensuring clean tooling can help maintain surface integrity.
- Inaccurate Bend Angles: This could be due to incorrect tooling setup or machine calibration. Regular maintenance and calibration are key.
Mitigating Material Warping and Other Defects
Dealing with defects like warping requires a strategic approach:
- Proper Material Selection: Choosing the right material with suitable properties for the intended bend is crucial.
- Controlled Bending Processes: Employ controlled bending processes with accurate temperature and force management.
- Stress Relief Techniques: Techniques like heat treatment or stress relieving can be employed post-bending to reduce residual stresses.
Real-World Applications: Bending in Action
Sheet metal bending plays a vital role in the creation of numerous products and components across various industries. Here are some notable examples:
- Automotive Parts: Components like chassis, brackets, and frames.
- Construction Materials: Roofing panels, gutter systems, and architectural elements.
- Aerospace Components: Airframe structures and detailed fittings.
- Household Appliances: Refrigerators, washing machines, and dryers.
- Electronic Enclosures: Cabinets for computers, servers, and network devices.
- Medical Devices: Casings and structural parts for medical equipment.
These applications demonstrate the versatility and importance of sheet metal bending in modern manufacturing.
What is the Lifespan and Quality of Sheet Metal Bent Products?

The durability of bent sheet metal products is influenced by the material used, the bending process, and the application environment.
Lifespan Estimates for Common Products
- Automotive Panels: 10-15 years, subject to corrosion resistance.
- Building Roofing Panels: Up to 30 years, depending on environmental exposure.
- Medical Device Casings: 10-20 years, with high precision and quality control.
- Electronic Enclosures: 5-10 years, depending on usage and material.
- Industrial Machinery Parts: 15-25 years, depending on maintenance and usage.
Quality control during the bending process, material selection, and proper design all contribute to the longevity of these products.
Conclusion
The field of sheet metal bending is continually evolving, driven by advancements in technology and the growing demands of various industries. We are likely to see:
- Increased Automation: More sophisticated machinery and robotics for precision bending.
- Integration with Advanced Technologies: Utilization of laser cutting and 3D printing in conjunction with bending.
- Sustainable Practices: Focus on eco-friendly materials and energy-efficient processes.
- Enhanced Material Science: Development of new alloys and composites for better performance.
- Customization and Flexibility: Catering to the growing trend of personalized and on-demand manufacturing.
ACCURL, a leading name in this field and one of the top manufacturers from China offers a range of innovative electric and hydraulic press brakes that are perfect for sheet metal bending projects. Main features and specifications include:
- Customizable Solutions: ACCURL’s press brakes are fully configurable, tailored to specific customer requirements with durable robus construction.
- Hybrid and Electric Servo Bending Technology: These technologies ensure energy efficiency and reduced operational costs, emphasizing eco-friendliness in manufacturing processes.
- Versatility: Suitable for various materials, from soft brass to chrome molybdenum.
- Wide Range of Sizes and Configurations: Available in sizes from 35 tons to 6000 tons (in tandem), and bed lengths from 0.8m to 24m (in tandem).
- Multiple Axis Configurations: Options range from 2 to 11 axis, accommodating diverse bending needs.






